
熱(re)壓(ya)燒結(jie)鋁石(shi)墨模具粘結(jie):
1、熱(re)壓(ya)燒結(jie)法是(shi)高(gao)溫(wen)壓(ya)結(jie)成型(xing)的金剛(gang)石鉆(zuan)頭制(zhi)作(zuo)辦(ban)法。詳細進程是(shi)把(ba)骨架(jia)金屬和粘(zhan)結(jie)金屬都制(zhi)成粉(fen)末,按必定的份(fen)額(e)在(zai)球磨機(ji)中充(chong)分(fen)混(hun)合,
2、在(zai)胎體(ti)料(liao)的工(gong)作(zuo)層中(zhong)混(hun)入(ru)必定濃度(du)的金剛(gang)石,分(fen)層裝入(ru)石聚模(mo)中(zhong);把(ba)鉆頭(tou)鋼(gang)體(ti)置(zhi)於胎體(ti)料(liao)蔔(bu)部(bu),然(ran)後(hou)加(jia)溫(wen)約1000℃,
3、至必定(ding)時間(jian)後(hou)進行加(jia)壓(ya)(10~15兆(zhao)帕)而(er)成型(xing)為(wei)金(jin)剛(gang)石鉆(zuan)頭。加(jia)溫(wen)方(fang)法(fa)有(you)電(dian)阻爐、中頻(pin)感(gan)應(ying)電(dian)爐等辦(ban)法;加(jia)壓(ya)主(zhu)要(yao)用(yong)壓(ya)機(ji)或千(qian)斤頂(ding)。
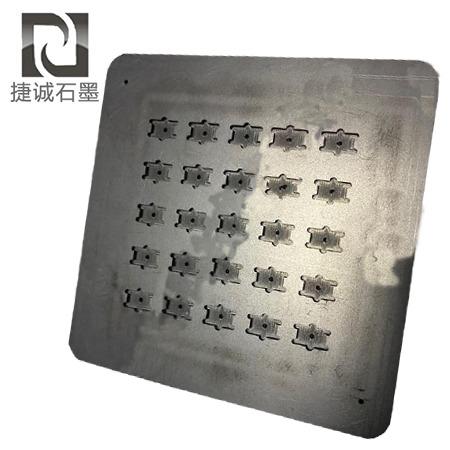
4、熱(re)壓(ya)燒結(jie)法制(zhi)作(zuo)金(jin)剛(gang)石鉆(zuan)頭的主要(yao)長處是(shi)因鉆頭(tou)在(zai)石墨模具內(nei)成型(xing),因此成型(xing)好,標準尺(chi)度(du)能(neng)滿(man)意設計要(yao)求;
5、燒結(jie)溫(wen)度(du)較低(di),燒結(jie)時間(jian)短(duan),對金(jin)剛(gang)石自(zi)身質(zhi)量損害較小;不需(xu)專門保(bao)護(hu)氣(qi)體(ti),設備簡略(lve);生(sheng)產周期(qi)短(duan)。缺(que)點(dian)是(shi)成批(pi)生(sheng)產的連續(xu)性(xing)差,鉆頭(tou)質(zhi)量不易保(bao)持(chi)穩定。

-
 資料(liao)選(xuan)擇(ze):選擇高質(zhi)量的石墨資料(liao),保(bao)證(zheng)石墨塊具(ju)有(you)優(you)異的物(wu)理(li)和(he)化(hua)學(xue)功(gong)用(yong)。發布(bu)時間(jian):2024-10-10
資料(liao)選(xuan)擇(ze):選擇高質(zhi)量的石墨資料(liao),保(bao)證(zheng)石墨塊具(ju)有(you)優(you)異的物(wu)理(li)和(he)化(hua)學(xue)功(gong)用(yong)。發布(bu)時間(jian):2024-10-10 -
 從材料(liao)本(ben)身、生產過程、使(shi)用(yong)過程以(yi)及(ji)回(hui)收(shou)與(yu)再利(li)用(yong)等多個維(wei)度(du)來(lai)看(kan),軟(ruan)銜接(jie)石墨塊和(he)軟(ruan)銜接(jie)石墨電極(ji)在(zai)環(huan)保性(xing)能(neng)方(fang)面(mian)均(jun)表現出(chu)壹定(ding)的優勢(shi)。發(fa)布時間(jian):2024-10-10
從材料(liao)本(ben)身、生產過程、使(shi)用(yong)過程以(yi)及(ji)回(hui)收(shou)與(yu)再利(li)用(yong)等多個維(wei)度(du)來(lai)看(kan),軟(ruan)銜接(jie)石墨塊和(he)軟(ruan)銜接(jie)石墨電極(ji)在(zai)環(huan)保性(xing)能(neng)方(fang)面(mian)均(jun)表現出(chu)壹定(ding)的優勢(shi)。發(fa)布時間(jian):2024-10-10 -
2024-10-10
-
2024-10-10
-
2024-10-09
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-17





- 東(dong)莞石墨制品(pin) |
- 深(shen)圳石(shi)墨制品(pin) |
- 佛山(shan)石墨制品(pin) |
- 東莞石墨模具 |
- 佛山(shan)石(shi)墨模具 |
- 深(shen)圳石(shi)墨模具 |
- 廣州石墨模具 |
- 上(shang)海石(shi)墨模具 |
- 東莞石墨加(jia)工(gong) |
- 深(shen)圳石(shi)墨加(jia)工(gong) |
- 佛(fo)山石墨加(jia)工(gong) |
- 廣州石墨加(jia)工(gong) |
- 中(zhong)山石墨加(jia)工(gong) |
- 東(dong)莞石墨坩堝 |
- 深(shen)圳石(shi)墨坩堝 |
- 佛山(shan)石(shi)墨坩堝 |
- 廣州石墨坩堝 |
- 東莞石墨軸(zhou)承 |
- 深(shen)圳石(shi)墨軸(zhou)承 |
- 廣州石墨軸(zhou)承 |
- 深(shen)圳石(shi)墨零件(jian) |
- 東(dong)莞石墨零件(jian) |
- 廣州石墨零件(jian) |
- 佛(fo)山(shan)石(shi)墨零件(jian) |
- 進(jin)口石(shi)墨棒(bang) |
- 進口石(shi)墨板 |
- 進口石(shi)墨材料(liao) |
- 進(jin)口高(gao)純(chun)石(shi)墨 |
- 進口等靜壓(ya)石(shi)墨 |
- 進口石(shi)墨 |
