
石(shi)墨模具主(zhu)要零(ling)件制造
壹(yi)、石墨模具主(zhu)要零(ling)件的(de)加工(gong)流(liu)程
沖裁、鍛造(zao)、退(tui)火、機械加工(gong)、磨(mo)削、退磁、加工(gong)、磨(mo)削、拋光。
二、石(shi)墨模具加(jia)工(gong)主(zhu)要零(ling)件的(de)工(gong)藝
1、磨(mo)削:工(gong)件的(de)表(biao)面磨削(xue)和(he)內(nei)外磨削必(bi)須用(yong)高速(su)旋(xuan)轉(zhuan)砂(sha)輪(lun)完(wan)成。
2、線切(qie)割(ge):
在粉末(mo)冶金(jin)石墨模具加(jia)工(gong)中(zhong),數控(kong)線(xian)切(qie)割(ge)機主(zhu)要用(yong)於加工(gong)負(fu)模的(de)型腔(qiang)和模具內(nei)孔,或(huo)心(xin)軸(zhou)的(de)外表(biao)面和模具的(de)沖壓(ya)。經(jing)過(guo)熱(re)處(chu)理(li)後(hou),可以(yi)加(jia)工(gong)出(chu)鋼和硬(ying)質(zhi)合(he)金(jin)。加工(gong)後(hou)表(biao)面粗糙(cao)度(du)為(wei)Ra0.02,加工(gong)精度(du)壹(yi)般為0.002。
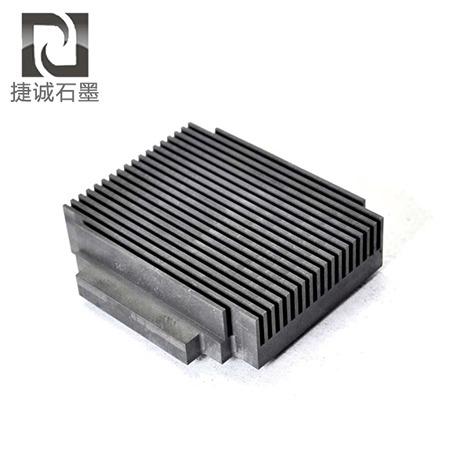
石(shi)墨模具
工(gong)作(zuo)原(yuan)理:線切(qie)割(ge)是(shi)利(li)用(yong)線切(qie)割(ge)電極、計算技術和(he)電(dian)火花加(jia)工(gong)技(ji)術實現各(ge)種(zhong)復雜(za)形(xing)狀的(de)模具加(jia)工(gong)。線(xian)切(qie)割(ge)采(cai)用(yong)極細(xi)的(de)絲(si)(直徑為0.05-0.3)作(zuo)為(wei)工(gong)作(zuo)電(dian)極。導線(xian)安(an)裝(zhuang)在高(gao)速(su)旋(xuan)轉(zhuan)的(de)絲(si)綢容器上,並以(yi)大(da)約(yue)10米(mi)/秒(miao)的(de)線性速(su)度(du)來(lai)回(hui)移(yi)動(dong)穿(chuan)過(guo)絲(si)綢架。該導(dao)線與高(gao)頻(pin)電源(yuan)的(de)負極連接(jie)。切(qie)割(ge)工(gong)件與正電(dian)極連接(jie),煤(mei)油或(huo)乳化(hua)液用(yong)作(zuo)工(gong)作(zuo)介質。當電(dian)極接(jie)觸金(jin)屬(shu)時(shi),腐(fu)蝕發(fa)生。如果電極沿(yan)規定(ding)方(fang)向移(yi)動(dong),並(bing)且(qie)移(yi)動(dong)速(su)度(du)與(yu)工(gong)件之(zhi)間的(de)金(jin)屬(shu)線的(de)腐(fu)蝕速(su)率(即,沒(mei)有短路(lu)到(dao)0)相(xiang)適應(ying),則可以(yi)實(shi)現切(qie)割(ge)目(mu)的(de)。
3、電火花加(jia)工(gong):主(zhu)要用(yong)於石墨模具異型腔孔的(de)加工(gong),特(te)別是(shi)沿(yan)軸(zhou)線階梯狀(zhuang)異型腔孔的(de)電火花線(xian)切(qie)割(ge)加工(gong)不(bu)能(neng),只(zhi)能(neng)用(yong)電火花線(xian)切(qie)割(ge)加工(gong),還(hai)可以(yi)加(jia)工(gong)心(xin)軸(zhou)和上下模沖孔端腔(qiang)。
加工(gong)原(yuan)理:金(jin)屬(shu)電火花加(jia)工(gong)的(de)原理(li)是(shi)基於工(gong)件與電極之(zhi)間脈沖放電時(shi)的(de)電腐(fu)蝕現象(xiang)。加(jia)工(gong)好(hao)的(de)負極模具與(yu)電源(yuan)的(de)正極連接(jie),加(jia)工(gong)好(hao)的(de)電極與電(dian)源的(de)負極連接(jie)。電(dian)氣(qi)化後(hou),電(dian)容器充電。當兩(liang)極逐(zhu)漸(jian)靠(kao)近壹(yi)定(ding)距(ju)離(li)時(shi),兩(liang)極之(zhi)間的(de)介質(礦(kuang)物(wu)油)被撞擊。通過電(dian)容器,儲(chu)存(cun)在(zai)電(dian)容器中的(de)能(neng)量在非(fei)常短的(de)時(shi)間內(nei)釋放,導致在火花通道中(zhong)瞬時(shi)產(chan)生(sheng)大(da)量的(de)熱能(neng),使得(de)工(gong)件表(biao)面上的(de)金(jin)屬(shu)受(shou)到(dao)部分熔化(hua)和(he)氣化的(de)腐(fu)蝕,公(gong)園不斷(duan)產(chan)生(sheng),金(jin)屬(shu)不斷被侵蝕。壹(yi)般來說(shuo),作(zuo)為(wei)正極的(de)金(jin)屬(shu)的(de)腐(fu)蝕速(su)度(du)比負極快(kuai),所以(yi)負(fu)極模具被不(bu)斷(duan)腐(fu)蝕,其腔體最終(zhong)變(bian)得(de)與電極的(de)形狀(zhuang)相(xiang)似。
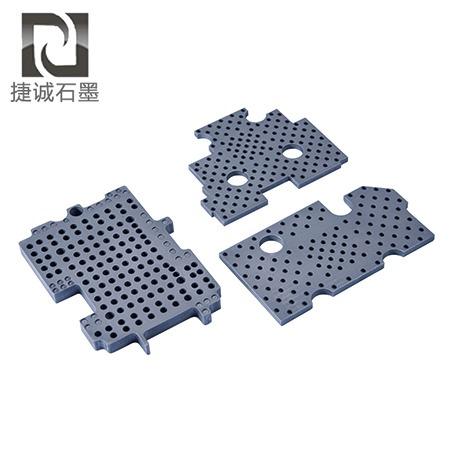
石(shi)墨模具
4、硬(ying)質(zhi)合(he)金(jin)模具制(zhi)造:
使(shi)用(yong)硬(ying)質(zhi)合(he)金(jin)作(zuo)為(wei)負模可以(yi)大(da)大(da)提高模具的(de)使用(yong)壽命,但是(shi)由於硬(ying)質(zhi)合(he)金(jin)的(de)可加工(gong)性差(cha),硬(ying)質(zhi)合(he)金(jin)通常直接(jie)制(zhi)造(zao)成接(jie)近負(fu)模的(de)形狀(zhuang),留(liu)下(xia)壹(yi)定(ding)的(de)加工(gong)余(yu)量,然後(hou)進入並磨(mo)削。電氣加工(gong)。金(jin)剛石砂輪(lun)通常用(yong)於磨削碳化(hua)物(wu)。在(zai)普(pu)通磨床(chuang)上使用(yong)金(jin)剛石砂輪(lun)時(shi),砂(sha)輪(lun)的(de)轉(zhuan)動(dong)應(ying)平(ping)穩(wen)。安(an)裝(zhuang)砂輪(lun)錐(zhui)度(du)的(de)徑向跳(tiao)動(dong)不(bu)應(ying)超(chao)過0.00毫米(mi)。當發(fa)現砂(sha)輪(lun)變(bian)形(xing)時(shi),應(ying)立(li)即修整(zheng)砂(sha)輪。砂(sha)輪(lun)進給量不要太(tai)大,通常為0.02-0.03m.M,砂(sha)輪(lun)轉(zhuan)速(su)應(ying)為15~25m/s(根(gen)據砂(sha)輪(lun)直徑,可據此(ci)計算轉(zhuan)數(shu))。
三、石墨模具零(ling)件的(de)加工(gong)工(gong)藝
對(dui)於負壓(ya)模、芯棒和(he)上模和下模沖壓(ya),可根(gen)據圖紙通過鍛造(zao)和(he)退(tui)火改善(shan)材(cai)料(liao)結構,並(bing)可加工(gong)坯(pi)料的(de)端面、內(nei)徑和外徑。切(qie)削(xue)加工(gong)時(shi)必(bi)須留(liu)有(you)加(jia)工(gong)余(yu)量。熱處(chu)理(li)後(hou),內(nei)、外端和(he)端部(bu)都要磨(mo)損(sun)。然後(hou)去(qu)消(xiao)磁。必(bi)要時(shi),進行電加(jia)工(gong)、數(shu)控(kong)銑(xi)床(chuang),並最終(zhong)研(yan)磨或(huo)拋光。

-
 資料(liao)選(xuan)擇:選(xuan)擇高質量的(de)石墨資(zi)料(liao),保(bao)證石(shi)墨塊具有(you)優異的(de)物(wu)理(li)和(he)化學(xue)功(gong)用(yong)。發(fa)布(bu)時(shi)間:2024-10-10
資料(liao)選(xuan)擇:選(xuan)擇高質量的(de)石墨資(zi)料(liao),保(bao)證石(shi)墨塊具有(you)優異的(de)物(wu)理(li)和(he)化學(xue)功(gong)用(yong)。發(fa)布(bu)時(shi)間:2024-10-10 -
 從(cong)材(cai)料(liao)本(ben)身(shen)、生產(chan)過(guo)程、使用(yong)過程以(yi)及(ji)回(hui)收(shou)與(yu)再利(li)用(yong)等多(duo)個(ge)維(wei)度(du)來(lai)看(kan),軟銜(xian)接(jie)石(shi)墨塊和軟銜(xian)接(jie)石(shi)墨電(dian)極在環(huan)保(bao)性能(neng)方(fang)面均表(biao)現出(chu)壹(yi)定(ding)的(de)優勢。發(fa)布(bu)時(shi)間:2024-10-10
從(cong)材(cai)料(liao)本(ben)身(shen)、生產(chan)過(guo)程、使用(yong)過程以(yi)及(ji)回(hui)收(shou)與(yu)再利(li)用(yong)等多(duo)個(ge)維(wei)度(du)來(lai)看(kan),軟銜(xian)接(jie)石(shi)墨塊和軟銜(xian)接(jie)石(shi)墨電(dian)極在環(huan)保(bao)性能(neng)方(fang)面均表(biao)現出(chu)壹(yi)定(ding)的(de)優勢。發(fa)布(bu)時(shi)間:2024-10-10 -
2024-10-10
-
2024-10-10
-
2024-10-09
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-17





- 東(dong)莞(guan)石(shi)墨制(zhi)品(pin) |
- 深圳(zhen)石(shi)墨制(zhi)品(pin) |
- 佛(fo)山(shan)石(shi)墨制(zhi)品(pin) |
- 東(dong)莞(guan)石(shi)墨模具 |
- 佛(fo)山(shan)石(shi)墨模具 |
- 深圳(zhen)石(shi)墨模具 |
- 廣(guang)州石墨模具 |
- 上海(hai)石墨模具 |
- 東(dong)莞(guan)石(shi)墨加(jia)工(gong) |
- 深圳(zhen)石(shi)墨加(jia)工(gong) |
- 佛(fo)山(shan)石(shi)墨加(jia)工(gong) |
- 廣(guang)州石墨加(jia)工(gong) |
- 中(zhong)山(shan)石(shi)墨加(jia)工(gong) |
- 東(dong)莞(guan)石(shi)墨坩(gan)堝(guo) |
- 深圳(zhen)石(shi)墨坩(gan)堝(guo) |
- 佛山(shan)石(shi)墨坩(gan)堝(guo) |
- 廣州石墨坩(gan)堝(guo) |
- 東(dong)莞(guan)石(shi)墨軸(zhou)承 |
- 深圳(zhen)石(shi)墨軸(zhou)承 |
- 廣州石墨軸(zhou)承 |
- 深圳(zhen)石(shi)墨零(ling)件 |
- 東(dong)莞(guan)石(shi)墨零(ling)件 |
- 廣州石墨零(ling)件 |
- 佛山(shan)石(shi)墨零(ling)件 |
- 進口石墨棒 |
- 進口石墨板(ban) |
- 進口石墨材(cai)料(liao) |
- 進口高純(chun)石(shi)墨 |
- 進口等靜(jing)壓(ya)石墨 |
- 進口石墨 |
